





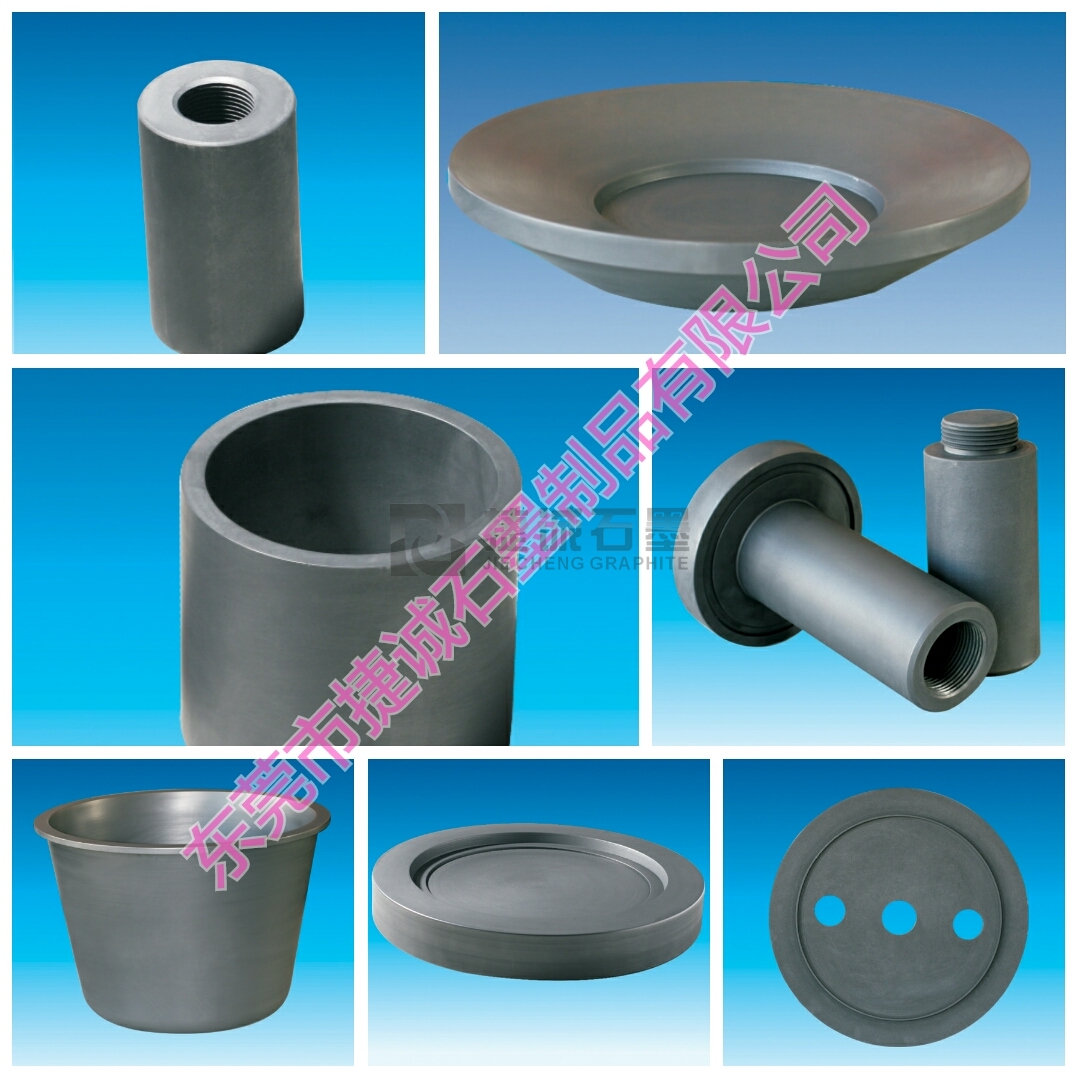


订制生产石墨加热器

采用高纯等静压石墨材料加工成一种石墨加热器,由筒状加热器本体构成,所述加热器本体中下部收窄,底部设有与电极相连 的引脚,整个加热器本体呈杯状。本实用新型的有益效果为:本实用新型把将现有的直筒状石墨加热器的中下部收窄,使整个加热器本体呈杯状,贴近坩埚托杆,使 得加热器下部也通过电流发热,从而让加热器内温场更稳定,原料受热均匀,解决了石墨加热器横向、纵向温度梯度变化巨大,加热器内热对流剧烈,炉温温场不稳 定的问题。
蓝宝石热场长晶炉采用抽真空加氮气保护的情况下,真空炉中超高温加热元件的控制方法 介绍了电阻温度系数较大的几种加热元件的特性 ,报道了具有通用性的自动 要 分段调压电路工作原理及调试方法 。该技术主要适用于高电阻温度系数加热元件的控制 及保护 ,设计了通用性很好的调整加热电压的电路 ,现已成功地应用于真空炉中超高温度 的控制 ,加热器的使用寿命得到了显著提高 。 关键词 : 真空炉 电阻温度系数 自动分段调压 1 引言 操作而损坏加热元件 。 某些真空炉使用了钨 、 钼或其他超高温的 加热材料 ,使用中发现加热器寿命较短 ,除操作 中人为的因素造成加热器的损坏以外 , 设备缺 乏必要的控制和保护措施是造成加热器损坏的 主要因素 。为提高加热器寿命和自动化生产的 需要 , 这里设计了自动分段调整加热电压的电 路。 2 自动分段调压电路工作原理 在真空炉上进行快速的升降温工艺要用到 超高温加热材料 ,另外其他高温热处理 、 真空钎 焊、 、 烧结 和一些需要快速升温的设备中 , 都可 能需要用到超高温的加热元件 。常用温度高于 1500 ℃ 的加热材料有金属材料 ( 如钨 、 ) 、 钼 非金 属材料 ( 如石墨 ) 、 金属化合物 ( 如硅钼棒 ) 和合 金材料 ( 如钨钼合金 ) 等 , 这些材料大多是正电 阻温度系数材料 。这些材料的最大特点是 : 常 温下的电阻值与高温下的电阻值相差巨大 , 如 钨丝 , 其电阻率在 1600 ℃时是 20 ℃时的 10 倍 左右 , 因而在升温过程中对其进行控制也带来 了一定的难度 。常用的办法 ; 变压器分段调压 、 可控硅移相调压 、 程控斜率升温等方法 。手动 调节固然简单 ,但难以适应自动化生产的要求 , 工艺重复性也不好 , 更大的缺点是可能因为误 如图 1 电路中 ,在炉温上升的各个设定点 , 分别设置不同的输入电压限制值或将输入电压 按一定比例进行分配 ,然后输出到可控硅 ,以得 到不同的等效加热电压 ( 或等效加热电流) 。用 户可以根椐具体情况来设置分段的数量 、 、 位置 限压大小或电压输出的比例 。 ? 1994-2006 China Academic Journal Electronic Publishing House. All rights reserved. http://www.cnki.net 2003 年 6 月 真空炉中超高温加热元件的控制方法 85 3. 电路解析 PNP 型管 ,并调整相应的稳压管或电阻即可 。 4. 电路调试 如图 1 ,电路信号处理主要由 5 个运放完 成 [1 ] ,由炉温取样放大 、 分段点温度设置 、 输出 电压限制或比例设置 、 电压输入 、 电压输出等五 部分组成 。炉温取样放大采用简单的电压放大 和偏置电路 , 信号采集可从单独设置的热电偶 取得 ,也可直接从控制热电偶取得 。由于分段 点温度无须特别精确 , 故电路去除了常用的温 度补偿 。图中温度分段点为三段 ,小 U2 、 进 U3 行炉温与设置点的比较 。电路中 : RI < R2 ,U2 的 +” “ 端设置电压低于 U3 的 + ” “ 端设置电 压 。当刚开始升温时 ,U2 、 均输出高电平 , U3 Q1 、 导通 ,这时 ,A 点电位被限制在较低的稳 Q2 第一步 ,分段点温度设置 : 首先要计算好热 偶信号的放大倍数和计算出各分段点对应的放 大后的电压值 , 作为分段点电压设置值 。R1 、 R2 先用电位器代替 , 调整其位置使 U2 、 的 U3 “+ ” 端电压与计算出的分段点对应的放大后的 电压值相等 。然后将电位器换成固定电阻即 可。 第二步 ,限制电压 ( 或输出电压比例) 设置 : 可以通过分段点的加热功率除以电阻来计算出 加热电压然后选好相应的稳压二极管或电阻即 可 。也可以将稳压二极管换成电位器 , 将输入 调到全开状态 , 通电在线调节 。注意升温前应 将电位器调到最小端 ,然后慢慢地调大 ,并测量 加热器上电压 , 使之达到计算要求 。最后将电 位器换成相应的稳压二极管或电阻即可 。 5. 电路的优缺点 定电压值 1. 8V 左右 ( 稳压管 1. 1V + Q1 结电压 0. 7V) 。当温度升至第一设置值时 ,U2 输出变 成低电平 ,U3 输出仍为高电平 ,Q1 截止 . Q2 导 通 ,这时 ,A 点电位被限制在第二个稳定电压值 3. 5V 左右 ( 稳压管 2. 8V + Q1 结电压 0. 7V ) 。 当炉温继续升至第二设置值时 ,U2 、 均输出 U3 低电平 ,Q1 、 截止 , 这时 ,A 点电位等于输入 Q2 电压值 。A 点电压输出到可控硅触发电路 , 通 过调整可控硅导通角得到相应的等效加热电压 ( 或等效加热电流) 。 自动分段调压电路有自动化程度高 、 操作 简便 、 可靠性高等优点 。但小于自动分段调压 电路是采用分段限压 , 对于电阻温度系数非常 大的钨 、 钼等材料来说 , 功率会产生一定的变 化 ,且存在突跳点 ( 如图 2) 。这样 , 虽然不会影 响控温的精度 ,但会引起升温速率的波动 ( 如图 2) 。因此该电路用在要求特别精密的斜率升温 实际应用中 , 可根据不同加热材料来设置 相应的温度段和电压值 , 以得到适当的等效加 热电压 。对于用钨丝加热的设备来说 , 可分三 等分电压值控制 , 第一个温度点设置为 500 ℃, 加 1/ 3 的全电压 ; 第二个温度点设置为 900 ℃, 加 2/ 3 的全电压 ;900 ℃ 以上加全电压 。还可以 将 Q3 、 换成不同的电阻 , 这样通过调整输出 Q4 电压的比例 ( 而不是象 Q3 、 那样限制最大输 Q4 出电压) 来达到调整加热电压的目的 。对于负 电阻温度系数的加热元件 , 只需将 Q1 、 改为 Q2 上时 ,最好多设置几个分段点 。 6、 结束语 以上 介 绍 的 两 种 控 制 电 路 都 已 应 用 在 MOVPE 系统 、 真空钎焊炉及快速热处理等设备 中 ,效果良好 , 特别是在 MOVPE 系统中采用了 限流方法来控制加热以后 , 加热器的寿命得到 了大大的提高 。